
AlhoewolPVCis de meast foarkommende net-metalen piip yn 'e wrâld, PPR (Polypropylene Random Copolymer) is it standert piipmateriaal yn in protte oare dielen fan 'e wrâld. De PPR-ferbining is gjin PVC-sement, mar wurdt ferwaarme troch in spesjaal fúzje-ark en yn prinsipe ta in gehiel smolten. As it goed makke wurdt mei de juste apparatuer, sil de PPR-ferbining noait lekke.
Ferwaarmje it fúzje-ark en meitsje de pipeline klear
1
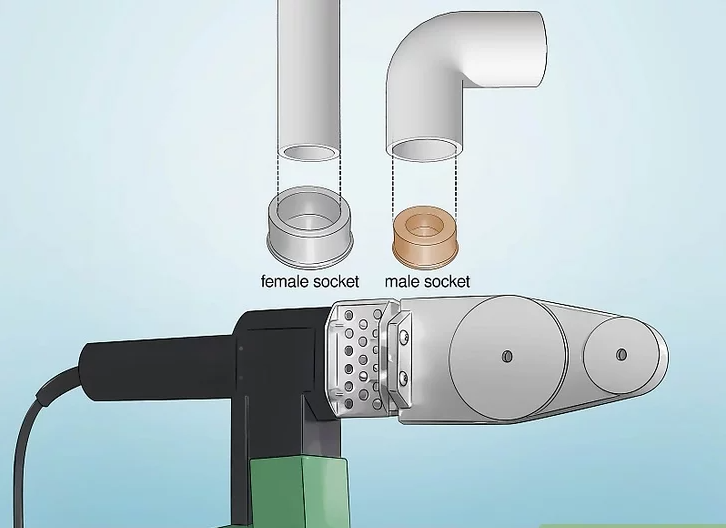
Plak in geskikte grutte dop op it fusie-ark.PPRLasgereedschap wurdt levere mei pearen manlike en froulike moffen fan ferskate maten, dy't oerienkomme mei gewoane PPR-piipdiameters. Dêrom, as jo PPR-pipen brûke mei in diameter fan 50 mm (2,0 inch), selektearje dan it pear mouwen markearre mei 50 mm.
Hânfúzje-ark kinne typysk omgeanPPRpipen fan 16 oant 63 mm (0,63 oant 2,48 inch), wylst bankmodellen pipen fan teminsten 110 mm (4,3 inch) oan kinne.
Jo kinne ferskate modellen fan PPR-fúzjeark online fine, mei prizen fariearjend fan sawat US$ 50 oant mear as US$ 500.
2
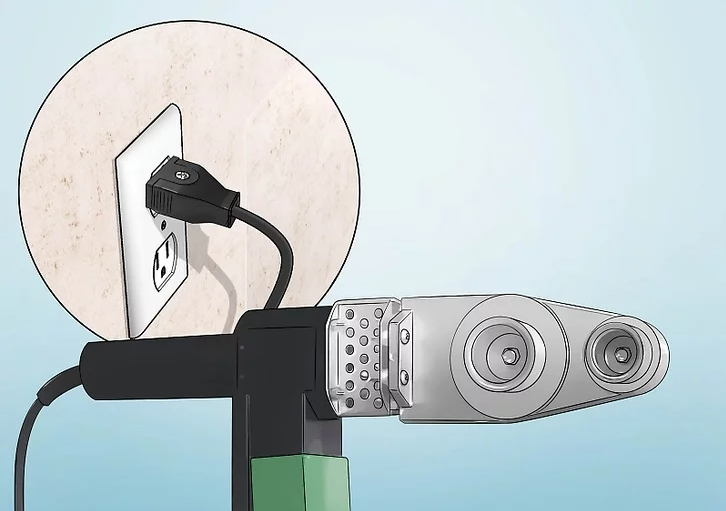
Doch it fúzje-ark yn om it stopkontakt te ferwaarmjen. De measte fúzje-ark kinne yn in standert 110v-stopkontakt stekke wurde. It ark sil fuortendaliks begjinne te ferwaarmjen, of jo moatte miskien de oan/út-skeakel oansette. Modellen ferskille, mar it kin in pear minuten duorje foardat it ark it stopkontakt ferwaarme hat nei de nedige temperatuer. [3]
Wês tige foarsichtich by it brûken fan it termyske fúzje-ark en soargje derfoar dat elkenien yn 'e omkriten wit dat it draait en hjit is. De temperatuer fan 'e stopkontakt is heger as 250 °C (482 °F) en kin slimme brânwûnen feroarsaakje.
3
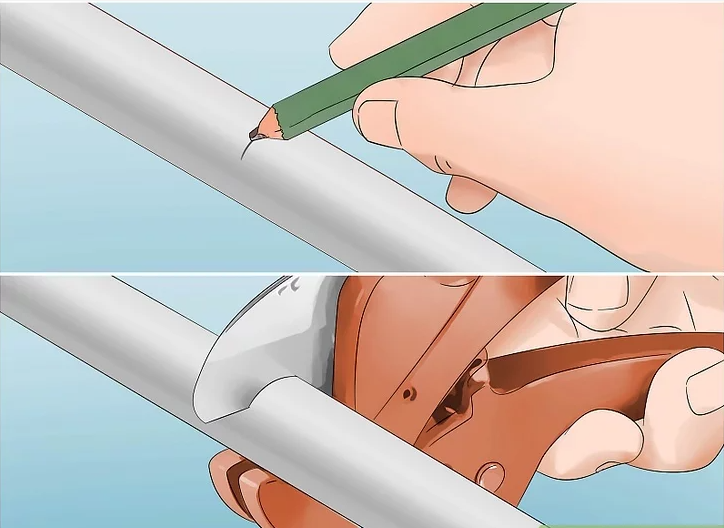
Snij de piip op lingte mei in glêde, skjinne snede. As it fusie-ark ferwaarme is, brûk dan in effektyf ark om de piip te markearjen en op 'e fereaske lingte te snijen om in skjinne snede loodrecht op 'e as te krijen. In protte fusie-arksets binne foarsjoen fan trigger- of klempiipsnijders. As se brûkt wurde neffens de ynstruksjes, sille dizze in glêde, unifoarme snede yn 'e PPR produsearje, wat tige geskikt is foar fusielassen. [4]
PPR-pipen kinne ek mei ferskate hânseagen of elektryske seagen of tsjilpipsnijders snien wurde. Soargje der lykwols foar dat de snede sa glêd en even mooglik is, en brûk fyn skuurpapier om alle bramen te ferwiderjen.
4
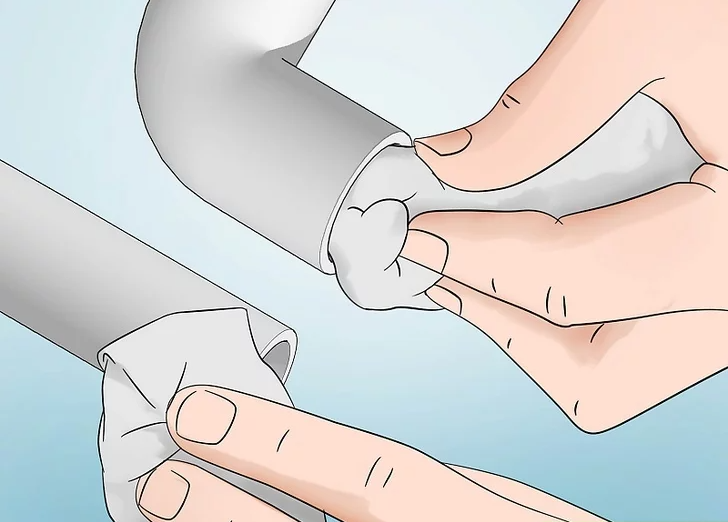
Meitsje de PPR-komponinten skjin mei in doek en oanrikkemandearre reiniger. Jo fúzje-arkset kin in spesifike reiniger foar PPR-buizen oanbefelje of sels befetsje. Folgje de ynstruksjes om dizze reiniger te brûken oan 'e bûtenkant fan' e piip en binnen de fittingen dy't ferbûn wurde moatte. Lit de stikken in skoftke droegje. [5]
As jo net witte hokker type reiniger jo brûke moatte, nim dan kontakt op mei de fabrikant fan it fúzjeark.
5
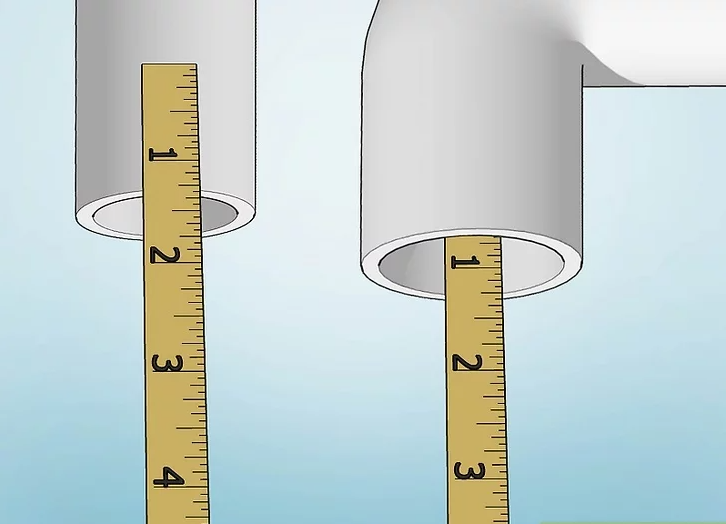
Markearje de lasdiepte oan it ein fan 'e piipferbining. Jo fusie-ark kin komme mei in sjabloan foar it markearjen fan 'e juste lasdiepte op PPR-pipen fan ferskate diameters. Brûk in potlead om de buis dêrop oan te jaan.
As alternatyf kinne jo de maatlint yn 'e fitting dy't jo brûke ynfoegje (lykas in 90-graden elleboogfitting) oant it in lytse richel yn 'e fitting rekket. Trek 1 mm (0,039 inch) ôf fan dizze djiptemjitting en markearje it as de lasdjipte op 'e piip.
6
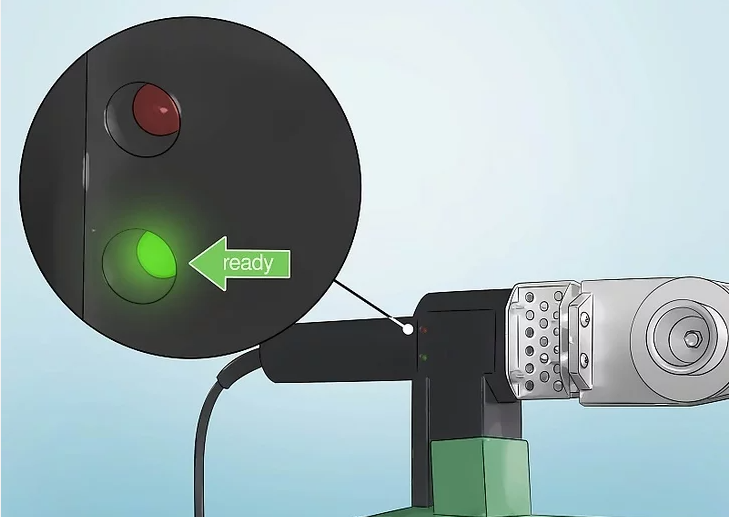
Befêstigje dat it fúzjeark folslein ferwaarme is. In protte fúzjeark hawwe in display dat jo fertelt wannear't it ark ferwaarme en klear is. De doeltemperatuer is meastal 260 °C (500 °F).
As jo fúzje-ark gjin temperatuerwerjefte hat, kinne jo in sonde of ynfrareadtermometer brûke om de temperatuer op 'e socket ôf te lêzen.
Jo kinne ek temperatueryndikatorstangen (bygelyks Tempilstik) keapje by lasbedriuwen. Kies houten stokken dy't smelte by 260 °C (500 °F) en reitsje ien tsjin elke huls.
Pleatsingstiid: 31 desimber 2021





